塑料波纹管设备的核心技术集中在成型控制、精度保障、材质适配三大维度,直接决定管材质量和生产效率,以下是关键技术拆解:
1. 挤出成型控制技术
核心是精准调控塑料熔融与挤出过程,采用PLC 闭环温控系统,实时监测料筒、螺杆、机头的温度(误差≤±1℃),避免因温度波动导致管材壁厚不均、气泡等缺陷。
配备变频调速螺杆驱动技术,可根据塑料材质(HDPE/PP/PVC)和管材规格,调节螺杆转速(5-100r/min),保证熔体挤出量稳定,适配不同壁厚(0.8-20mm)管材的生产需求。
2. 波纹成型与定型技术
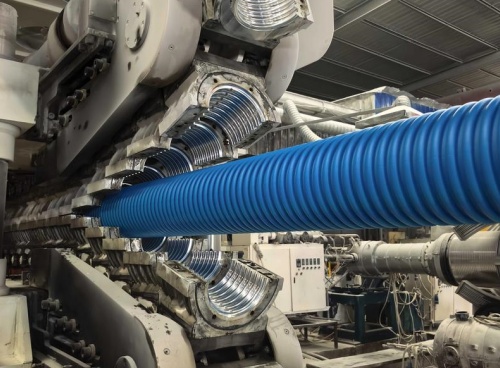
波纹成型核心是模块化压辊成型技术,通过可更换的压辊组(对应圆形、扁形、双壁波纹等),在连续牵引中压出规整波峰波谷,压辊硬度(HRC55-60)和齿形设计适配不同塑料的韧性,避免波纹塌陷。
定型技术分两类:真空吸附定型(适用于薄壁、小口径波纹管)通过负压让管坯紧贴模具,快速冷却成型;水冷循环定型(适用于厚壁、大口径管材)采用分段式冷却,避免管材因冷却不均产生内应力和变形。
3. 精度控制与在线检测技术
尺寸精度控制依赖伺服牵引同步技术,牵引机与挤出机、成型机的速度同步误差≤0.5%,保证管材长度公差(±5mm/m)和波纹间距均匀性。
在线检测采用激光测径 / 超声测厚系统,实时监测管材外径(20-1200mm)和壁厚,数据反馈至 PLC 系统自动调整参数,避免不合格产品产出。
4. 材质适配与改性加工技术
针对不同塑料特性优化设备配置:加工 HDPE 时采用屏障型螺杆增强熔融均匀性,加工 PP 时搭配低温挤出工艺减少材料降解,加工改性塑料(抗老化、阻燃型)时配备双螺杆挤出机提升添加剂分散性。
支持回收料再利用技术,通过原料预处理系统(干燥、除杂)和螺杆结构优化,让回收料占比可达 30%-50%,且不影响管材力学性能。
5. 高效生产与节能技术
采用模块化设计技术,模具更换时间缩短至 30 分钟内,可快速切换不同规格、波型的管材生产,适配多批次小批量订单。
节能技术包括电磁加热节能系统(比传统电阻加热节电 30%-40%)和余热回收装置,降低生产能耗的同时减少环境影响。